
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

一、省空间:各仓库空间有限。所有产品平整后,占用空间大,摆放在铝型材货架上,扩大仓库储藏能力,较大限度地发挥空间利用率。二、成本节约:生产过程结束后,产品可以通过移动货架运输到指定的存储点进行存储管理,铝货架系统具有完善的存储系统组件,可以有效避免半成品和芯片的报废率,从而实现成本节约,通过铝货架放置,可以较大限度地实现产品的完整性,降低企业的经济损失,同时节约生产成本。三、易于管理:所有产品均有数量,放在铝型材架上,贴上标签条,记录入库时间和数量,使人一眼就能分辨,先进先出,先进后出,便于汽车用铝型材厂作业人员管理和成本核算,显得十分专业。四、质量保证:铝型材表面被阳极氧化或穿山鼠拉斯特氧化,能起到防腐蚀的作用,即不生锈,在铝型材货架上放货漂亮地可见,不仅保证货不受货架二次污染,而且能起到防潮防尘的作用,汽车用铝型材厂保证货的质量安全。铝制品用于工业仓储货架,由于铝制品具有一定的承载能力,能够抗腐蚀、耐高温,经久耐用,不变形,设计和组装非常简单快捷,可以随意拆卸和增加层数,可以根据实际需要灵活调整,拆卸后可以重复使用,所以带万向轮的货架使用起来更加方便,所以铝制品工业仓储货架很受厂家的欢迎。

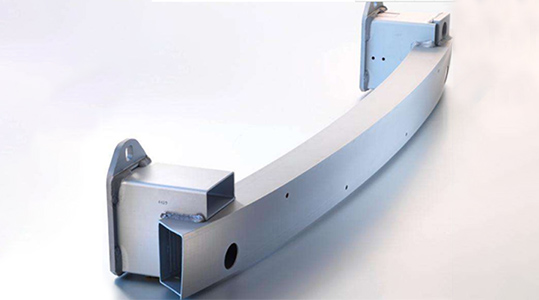
铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,汽车用铝型材厂是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,汽车用铝型材厂主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;
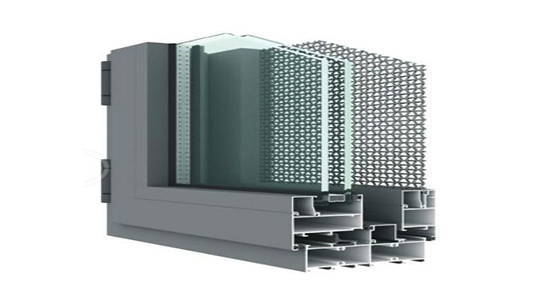
铝门窗原材料的主要加工方法有阳极氧化、电泳涂装、静电粉末喷涂和氟碳喷涂。其中,85%的铝门窗制造商采用静电粉末喷涂。汽车用铝型材厂通过各种表面处理,不仅增加了铝门窗的厚度,而且提高了耐腐蚀性和机械性能。门窗厚度尺寸标准不同,门窗厚度不超过2mm,车窗厚度不低于1.4mm,表面氧化膜厚度不低于10μm,抗张强度不超过157MPa,屈服强度必须达到108MPa,才能达到国家规定的使用标准。普通铝合金门窗与断桥铝例门窗的型号虽有不同,但都是指汽车用铝型材厂边框的宽度,如型号80mm指的是边框的宽度为80mm,如果是宽度与厚度达不到国家规定的标准,属于不合格产品,就会影响铝型材门窗的使用寿命与力学性能。
①用手触摸:触摸门窗框或面板时,是否感觉到明显的凹凸、粒子浮起、起泡、裂纹。铝合金窗口和窗口的主要原料是铝合金型材,它是铝合金型材,汽车用铝型材厂在挤压过程中,如果晶体内部发生裂纹,会产生表面裂纹;如果将气体挤入或挤入钢锭内部,会造成铝型材表面气泡;粗挤压模生产的铝型材表面也会出现不均匀;铝型材和挤压管如果引入杂物或粉尘渣,会使铝型材表面浮动。这些挤压缺陷都会导致生产出来的铝型材门窗质量不合格,汽车用铝型材厂用手就可以摸出来。②用眼睛看:铝型材门窗表面颜色均匀,有木有,有无色差,看有凹凸的波浪型线,这些个外观缺陷都是由于生产过程中表面处理方法不当所致。最常见的表面处理方法是阳极氧化,这种方法在酸碱腐蚀后,水没有彻底清洗时,容易在铝型材表面产生斑点;在静电粉末喷涂的后期,如果涂层质量不理想,固化温度过低,且板太厚,容易造成色差;固化温度过高容易导致发黄;框架也有明显的变形,肉眼很容易看到,说明铝门窗质量不合格。







