
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧
铝型材挤压模具精度控制:铝型材的精密挤出工艺非常严格,其挤出设备、模具和挤出工艺在生产过程中非常严格。模具的设计精度以及材质工艺,铝型材工业厂是直接影响后期铝型材产品质量及产品尺寸精度的主要因素,模具材质的选择必须满足高硬度、耐高温、耐摩擦这三点要求;挤压模具常态工作环境温度在500℃左右,高温环境下模具材质的屈服强度不能低于1200N/mm2;在高温环境下模具的耐摩擦性能主要体现在氮化层的硬度和厚度,通常情况下氮化层硬度应在1150HV以上,厚度在0.25mm-0.45mm,氮化后模具的精度变化应控制在0.02mm以内。铝型材开模定制成本计算:模具费按模具的复杂性、规格尺寸、所需的挤塑机吨位计算而成,模具费通常在客户达到一定的用量水平后返还给客户。剂量水平取决于厂家的情况,铝型材开模定制要求:①起定量:通常的铝型材的开模定制最小起定量为500kg,大断面型材的开模成本相对较高,根据实际的比率调整②供货周期:一般状况下,从冲压模具到大批量生产的整个过程为其3.0日(特殊情况以外)。③模具费:常规6063型材模具费为200元-20000元不等,铝型材工业厂主要根据模具规格及难易程度进行计算(达到用量水准,返还模具费);④挤压机吨位:常规铝型材(截面200mm以下)所使用挤压机吨位为3200t,常用挤压机吨位为2600t,基本可以满足常规型材的生产标准;
铝合金贫管型材是基于复合贫管化学基研制的6063-T5系列直径2.8为mm的中空贫铝型材系统,壁厚控制在0.8mm-2.0mm之间,主要用于生产线架、工作台、材料回转车等产品的设计组装。在设计精益管棚时,铝型材工业厂从产品尺寸、结构、使用环境等方面考虑管棚承载能力进行计算,是保证使用安全的前提条件。1、预设计估算的根据①根据铝型材精益管棚的尺寸②依据精益管架的构造形状③融合铝型材精益管棚的应用自然环境;2、计算承载能力的依据,常温下货架横梁的支撑强度①构思一个场景,在两个精益管架的引体向上南朝梁中间位置,集中力获得的载荷值②无任何外力,也就是静止状态的负荷下,贫管接头以能承受比例极限的负荷值计算安全系数值③贫三通接头的强度极限负载值的安全性能数值5,3、常温下铝型材精益管货架的支撑强度①设想一个场景,将一个铝板材放置在精益管货架的4条边上,铝型材工业厂计算出长边和短边的平均负重值;②不作用任何外力,即静止状态的负荷下,根据贫管接头能承受比例极限的负荷值计算安全系数值③精益管接头的屈服点负重值的安全系数为5;以上情况是在静止状态下的负重参数,还要考虑铝型材精益管货架在动态的情况下的负重情况,在日常的使用过程中,货架要经过反复的装卸货物,或在大小不均的外力冲击下,不断地进行振动,这种情况下的负重参数也要是要纳入精益管货架的承重计算范围内,将使用环境充分考虑进去。
工业铝型材挤压生产中产生裂纹的原因除了加热温度高、挤压速度快外,铝型材工业厂还有设备故障导致加热温度不均匀,工业铝型材原材料存在急剧的温度梯度,多孔模具设计不合理,过于靠近中心,中心金属补充不良。铝型材工业厂在工业铝型材的挤出生产过程中,一般的裂纹容易观察,细致的检查中不易发生漏检等因素,而细微的挤出裂纹的大致观察则难以发现。工业铝型材挤压过程中的微挤压裂纹检测可以根据光滑表面和微裂纹表面的不同,方便地观察和判断挤压裂纹的存在。可以肯定的是,这需要一些经验和技术,如果把握不好,容易检漏等,这是工业铝挤压产品裂纹仍然居高不下的重要原因之一。工业铝型材断面比较复杂,其表面积比铝型材棒材大的多,发生裂纹的几率比棒材高,但工业铝型材的挤压裂纹总是率先在壁板的尖角处出现,因为尖角处受到的摩擦拉应力较大,较容易产生裂纹。铝合金型材挤压成型裂纹的检验是一种合理的方式。

粉末喷涂是用喷粉设备(静电喷塑机)铝型材工业厂把粉末涂料喷涂到工件的表面,铝型材工业厂在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;粉末喷涂的喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。一套静电粉末喷涂系统主要由一套供粉装置,一套或数套静电喷枪及控制装置,静电发生装置(通常配置在静电喷枪里面)及一套粉末回收装置组成。铝型材静电粉末喷涂工艺过程如下:吊挂→水洗→碱洗→水洗→中和→水洗→铬化→水洗→纯水洗→吹干→喷粉→烘烤流平→冷却→卸料→检查→包装入库。静态数据静电粉末喷涂铝型材耐蚀性能出色,耐蚀性能好于氧化色铝型材。因为该铝合金型材生产制造选用绿色环保技术性,占地小,技术性步骤简易,实际操作便捷,节约能源和资源,近些年获得快速普及化。

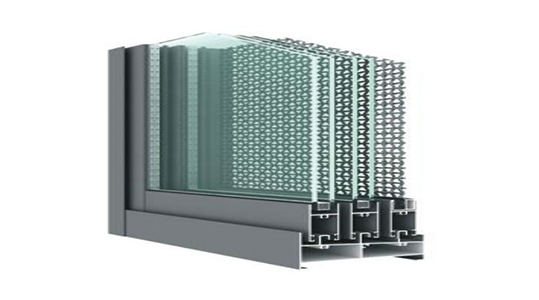
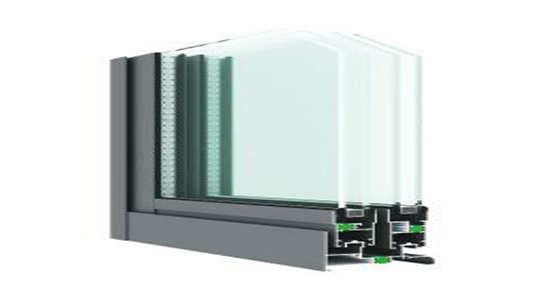
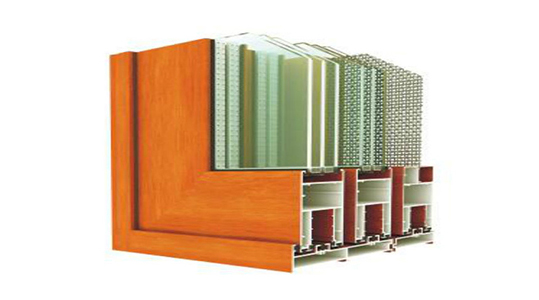
铝门窗原材料的主要加工方法有阳极氧化、电泳涂装、静电粉末喷涂和氟碳喷涂。其中,85%的铝门窗制造商采用静电粉末喷涂。铝型材工业厂通过各种表面处理,不仅增加了铝门窗的厚度,而且提高了耐腐蚀性和机械性能。门窗厚度尺寸标准不同,门窗厚度不超过2mm,车窗厚度不低于1.4mm,表面氧化膜厚度不低于10μm,抗张强度不超过157MPa,屈服强度必须达到108MPa,才能达到国家规定的使用标准。普通铝合金门窗与断桥铝例门窗的型号虽有不同,但都是指铝型材工业厂边框的宽度,如型号80mm指的是边框的宽度为80mm,如果是宽度与厚度达不到国家规定的标准,属于不合格产品,就会影响铝型材门窗的使用寿命与力学性能。







