
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

工业铝型材挤压生产中产生裂纹的原因除了加热温度高、挤压速度快外,汽车铝型材窗厂还有设备故障导致加热温度不均匀,工业铝型材原材料存在急剧的温度梯度,多孔模具设计不合理,过于靠近中心,中心金属补充不良。汽车铝型材窗厂在工业铝型材的挤出生产过程中,一般的裂纹容易观察,细致的检查中不易发生漏检等因素,而细微的挤出裂纹的大致观察则难以发现。工业铝型材挤压过程中的微挤压裂纹检测可以根据光滑表面和微裂纹表面的不同,方便地观察和判断挤压裂纹的存在。可以肯定的是,这需要一些经验和技术,如果把握不好,容易检漏等,这是工业铝挤压产品裂纹仍然居高不下的重要原因之一。工业铝型材断面比较复杂,其表面积比铝型材棒材大的多,发生裂纹的几率比棒材高,但工业铝型材的挤压裂纹总是率先在壁板的尖角处出现,因为尖角处受到的摩擦拉应力较大,较容易产生裂纹。铝合金型材挤压成型裂纹的检验是一种合理的方式。

对废铝材料进行分类,废铝材料也从各种铝制品中收集,大致分为纯铝、铸铝等铝合金材料。1、对于废旧的铝型材产品,要先进行拆解,将型材部分与连接件部分分开,因为有些产品是由铝与其它的金属件连接在一起的,汽车铝型材窗厂先将不同的金属种类拆分,再进行清洗、烘干。2、对于薄铝制品,应用相关设备进行压缩包装。3、钢芯铝捻线材,用磁选分离钢芯和铝材,铝线为卷线。4、去除铝材料中的杂质:铝材料中含有很多其它的金属和非金属杂质,如铁、铅、油漆、塑料等,如果不加以剔除,就会融入再生铝材料中,严重影响再生铝的合金成分,导致生产出来的铝型材质量不合格。①铁杂质的去除:目前还没有一种非常好的方法可以去除废铝中的铁,尽量不采用含铁量高的废铝来生产再生铝,铁杂质过量会导致铝材料的机械性能减弱,将铁的含量要控制在1.2%以下;②铅杂质的去除:采用工业脱氧剂,去除过量的铅;③油漆的去除:可采用丙酮等有机溶剂进行清除,如果是顽固的油漆,要放在566℃以下的脱漆炉中进行烘烤,若还不能清除,可以适当延长烘烤时间,直到漆涂层脱落为止;④铝箔纸的去除:汽车铝型材窗厂先将箔纸放入水溶液中加热,并加以一定的压力,再迅速减压,并进行搅拌,使其分离开来。
(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。汽车铝型材窗厂根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,汽车铝型材窗厂还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。

1、阳极氧化:可形成多孔的氧化膜,膜层的硬度可高达500HV;多孔结构的氧化膜还可吸附润滑剂、颜料等以增强材料表面的耐腐蚀性与耐磨性;具有很好的绝缘效果,可防击穿电压大于30V/μm;耐高温性能强,可耐1500℃的高温;汽车铝型材窗厂利用良好的吸附能力可氧化着色成各种需要的装饰色,广泛应用于航空航天、电子电器、各种铝型材框架结构的建设以及建筑装饰方面。2、电泳涂装:以水为分散介质,助溶剂很少量,减少空气和水质的污染,不会发生火灾危险;涂料的泳透性很好,可以覆盖到铝型材的边缘和缝隙处,形成致密均匀的氧化膜,整体防腐能力非常强;外观质量高,不会发生流挂现象,也没有溶剂冷凝于型材表面而形成外观不良;采用先进的RO循环系统,使涂料的回收率在98%以上,废水排出量很少,不仅节省了化学涂料,而且降低了环境污染。3、粉末喷涂:粉末涂料用树脂的分子量大于溶液型涂料的分子量,使铝型材表面具有良好耐药性的粉末喷涂可以一次性涂上5.0为50-300μm的涂层,大大减少了油漆作次数,节省了操作时间,没有溶液型涂料在油漆作时产生的下垂现象和大头针孔缺陷,汽车铝型材窗厂可以得到比较存在的膜层,使铝型材制品结实的颜色丰富,提高装饰效果的铝基材表面的品质和预处理品质,没有比预处理方法更严格的了。
汽车铝型材产品的生产厂家,其主要产品包括:1、专业生产铝合金框架(按照用户的要求,如铝型材、板材、不锈钢板、pvc板等材料,汽车铝型材窗厂配备完整的模块化部件系列,可根据设计要求和制备工艺快速构造各种半导体设备、光电设备、胶水设备、电子设备、超声波及自动机械设备外套);2、技术专业生产制造自动化机械高精密拖动台、三轴服务平台、平行线拖动台、电动式拖动台、臂组拖动台(可依据顾客规定制做);3、机械设备五金配件加工、钣金加工和工装夹具;4、销售工业铝型材及其组合件、铝型材;5、汽车铝型材窗厂装配防护罩、防尘罩、管道、工作台、无尘室等产品。6、铝型材开模、挤压生产(可根据客户要求制作)
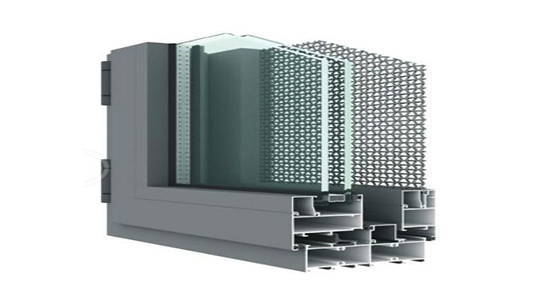
从生产工艺的角度来看,空心铝型材和实心铝型材是通过铝条的加热挤压而成的,不同的是采用不同的挤压模具。下面就给大家简单介绍一下它们的不同之处。1、空心铝型材,中空铝合金型材在生产加工中,汽车铝型材窗厂一般选用平面图分离组成挤压成型模,由左右模两一部分组合而成。下模构件包含流孔、模仁、工作中带、气刀等,上模构件包含电焊焊接室、模孔、工作中带和气刀,关键原理是原材料根据流孔进到模腔,铝合金型材根据流孔合理布局,汽车铝型材窗厂依据铝合金型材的横截面规格,流孔向外轻度歪斜减少模腔内工作压力。型材内部的形状主要由模芯来固定,下模焊合室的高度要在10mm以上,才可以使模芯保持平稳,分流孔的铝合金材料在焊合室汇集,然后在高温高压的作用从模口流出。2、实心铝型材,实心铝型材在加工过程中不需要加工,它只需要在模具上加工,然后挤出成型,挤出模相对简单,虽然实心铝型材比空心铝型材重,挤出能力较强,但在实际生产中,空心铝型材比实心铝型材应用更广泛。







