
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

铝合金贫管型材是基于复合贫管化学基研制的6063-T5系列直径2.8为mm的中空贫铝型材系统,壁厚控制在0.8mm-2.0mm之间,主要用于生产线架、工作台、材料回转车等产品的设计组装。在设计精益管棚时,汽车机架铝型材厂家从产品尺寸、结构、使用环境等方面考虑管棚承载能力进行计算,是保证使用安全的前提条件。1、预设计估算的根据①根据铝型材精益管棚的尺寸②依据精益管架的构造形状③融合铝型材精益管棚的应用自然环境;2、计算承载能力的依据,常温下货架横梁的支撑强度①构思一个场景,在两个精益管架的引体向上南朝梁中间位置,集中力获得的载荷值②无任何外力,也就是静止状态的负荷下,贫管接头以能承受比例极限的负荷值计算安全系数值③贫三通接头的强度极限负载值的安全性能数值5,3、常温下铝型材精益管货架的支撑强度①设想一个场景,将一个铝板材放置在精益管货架的4条边上,汽车机架铝型材厂家计算出长边和短边的平均负重值;②不作用任何外力,即静止状态的负荷下,根据贫管接头能承受比例极限的负荷值计算安全系数值③精益管接头的屈服点负重值的安全系数为5;以上情况是在静止状态下的负重参数,还要考虑铝型材精益管货架在动态的情况下的负重情况,在日常的使用过程中,货架要经过反复的装卸货物,或在大小不均的外力冲击下,不断地进行振动,这种情况下的负重参数也要是要纳入精益管货架的承重计算范围内,将使用环境充分考虑进去。

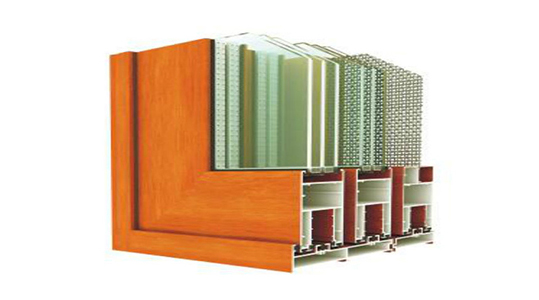
工业铝型材含义 英文名,Aluminum Profile System ,别名:工业铝挤材引、工业铝合金型材,工业铝型材是一种以铝为主要成份的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,但添加的合金的比例不同,生产出来的工业铝型材的机械性能和应用领域也不同。应用的领域 一般来讲,工业铝型材是指除建筑门窗、幕墙、室内外装饰及建筑结构用铝型材以外的所有铝型材。广泛应用于工业铝框架结构箱、工业铝板金属复合结构箱、工业铝板复合结构箱。汽车机架铝型材厂家设计方案是这三种构造汽车底盘设计方案的重要之一。此外,型板结构、压铸结构机箱也要采用工业铝型材。一个完美的电子仪表箱的设计主要取决于工业铝型材的合理使用。这种结构是由平面几何图形在空间中沿垂直线平行运动而形成的条形。汽车机架铝型材厂家用热挤压或冷轧铝和铝合金型材的方式制做的标准,被称作工业铝型材。假如用冷轧方式做成钢链,就称之为钢铁产业的铝合金型材。

工业铝型材表面成层缺陷产生的原因:分层是一种没有固定分布规律的挤出缺陷,大多数是分布在工业铝型材边缘的不连续圆形或弧形薄层。汽车机架铝型材厂家造成铸锭外壳形成的主要原因是铸锭表面受油、粉尘污染,或挤出机前端工作部位磨损,导致铸锭前端弹性区附近的脏金属堆积。沿延展性区的拖动面由工业铝型材产生。汽车机架铝型材厂家一般出現在工业铝型材尾端,比较严重的也将会出現在工业铝型材正中间,乃至前端开发。还有模孔排列不合理,距离挤压筒内壁太近以及挤压筒、挤压垫磨损过大或变形等也可能产生成层。工业铝型材表面成层消除的方法:(1)提高工业铝型材原料表面的洁净度。(2)减少挤压筒和模具的表面粗糙度,及时更换挤压筒和挤压垫。(3)改善模具设计,使模具孔的位置尽可能远离挤出筒的边缘。(4)减小挤压垫直径与挤压管内径的差异,减少挤压管衬里残留的脏金属。(5)保持挤压筒内衬完好,或用垫片及时清理内衬。(6)沉渣激光切割后,应该清理整洁,不可沾染润滑脂。

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。汽车机架铝型材厂家根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,汽车机架铝型材厂家还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。
铝型材挤压型材在挤压生产中经常遇到大盖缺陷,这是由于模具表面不均匀造成的,导致材料剪切中的切割、整理和混乱现象,汽车机架铝型材厂家使铝合金型材产品的外观性能不合格,影响后期使用性能,具体原因可通过以下几个方面的描述来解决雾。1、模具质量①铝挤压型材的模具材料要符合国家规定的标准GB/T15114-1994,主要由钢合金组成,化学合金成分有铬、钨、锰、钒等,具有非常高的硬度、耐磨性、抗疲劳强度、抗蚀性等力学性能,如客户有特殊要求,还要使用更高性能的钢合金材料。质量差的模具在冲压时可能会出现模具端面缺口,铝合金四处乱窜,汽车机架铝型材厂家使用高质量的模具通讯端口平整,冲压铝型材时不会出现间隙,避免了瓶盖缺陷的产生。②挤压模具没有铣削口,模具闭合面的压力小于出口,铝合金在模具上逃逸,粘在模具面上,后期剪切时电缆不断裂,引起大的盖缺陷。2、模具尺寸①铝挤压型材模具在设计时对尺寸的精度要求非常高,模具的尺寸会发生连锁效应。因为模具的尺寸精度直接影响到铝型材产品的质量,从而影响到整个设备框架的精度,对于对尺寸要求非常高的工业车间的产品生产影响更大。铝合金模具作为一种特殊的夹具,没有统一的标准,应根据不同的材料、进料方式和浇口尺寸来确定,还应根据模具尺寸公差和设备精度来确定模具尺寸,如果超过公差范围,则应在公差范围内确定模具尺寸。挤压模具的厚度也很重要,如果模具的厚度不够,挤压缸的应力中心就转移到模套上,模套的变形是由于挤压压力过大造成的。 3、挤压的速度与温度要严格按照挤压工艺要求来确定挤压机的挤压速度,不同的铝合金材料,其合金成分、截面大小以及壁厚都不相同,其金属流动速度是不一样的,通常情况下挤压速度要控制在25mm/s以下,挤压温度在430-480℃。气缸内温度过高,金属的熔化速度加快,流速不均匀,铝合金容易从气缸内流出,如果挤出速度不高,可能会引起插头,在这种情况下,也容易脱出气缸盖,但也限制了挤出速度,挤出速度过快,也容易引起气缸内部温度过高,挤出速度和温度应根据气缸的大小和厚度及时调整和校正。
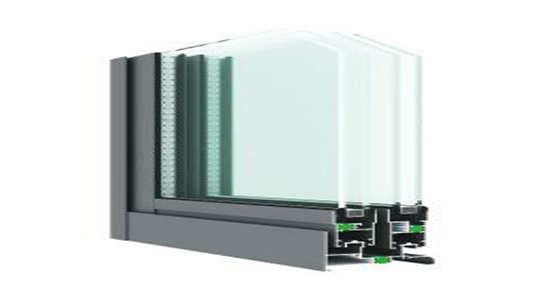
在这六个典型案例中,它广泛应用于铝框架、板材复合结构箱和型材组合结构箱。这三种构造汽车底盘设计方案的重要之一是铝的设计方案。此外,型板结构、压铸结构机箱也要采用铝型材。一个完美的电子仪器机箱设计,在很大程度上取决于对铝型材的合理使用。剖面是由平面几何图形在空间中沿垂直线平行运动而形成的条形。汽车机架铝型材厂家采用铝及铝合金通过热挤压或轧制的方法制成的条料,称为铝型材。如果用钢通过轧制的方法制成的条料,称为钢型材。在材料选择后,铝锭被电炉熔化,在挤出前加热到一定温度(通常约500℃),然后汽车机架铝型材厂家放入挤出机材料的闭合腔内,将金属强制通过挤出轴,使其从预先设计的模具孔中挤出,从而使仪器成为固定的截面形状。在挤压过程中,材料的伸长率应保持在一定范围内。







