
咨询热线: 0515-88262333 |

业务咨询:13961985775(王女士)
人事行政:15298775769 (肖先生)
固定电话:0515-88262333
邮箱:kuna@jskuna.com
地址:江苏省盐城市响水县工业经济区326省道西侧

铝型材是一种常用的工业材料,除了规格常用的规格外,还涉及到各种定制型材产品,是根据用户需求开发的定制型材产品,使用需求较为针对性,应用领域或人口较为单一,但是它是定制型产品优势的一个组成部分加依赖性,可以是生产厂家和用户紧密联系;汽车机架铝型材厂下面详细介绍了铝型材定制工艺,供参考。铝型材开模定制流程:①根据使用要求,详细了解开模产品的参数,如规格、尺寸、机械性能、形态和结构等(产品规格、尺寸和结构的难度将直接影响开模定制的成本投入);②总的来说,技术人员刚开始派发设计图纸和性能参数③彼此确定工程图纸并留有盖公章(目地:保证中后期在商品难题上建议不一,开展调查取证)。④研制模具(模具是6063系列铝型材生产的重要环节,决定型材的结构形态),汽车机架铝型材厂测量模具精度(模具设计精度控制范围±0.02mm)。⑤根据模具的开发情况,对样品进行挤出试验,并确认样品,样品可批量生产;
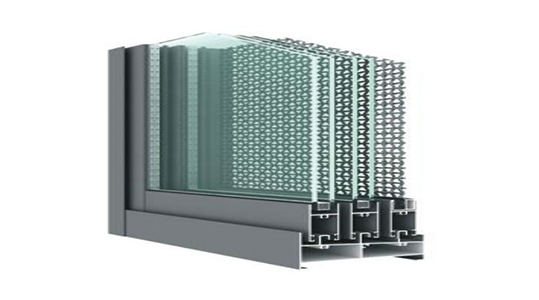
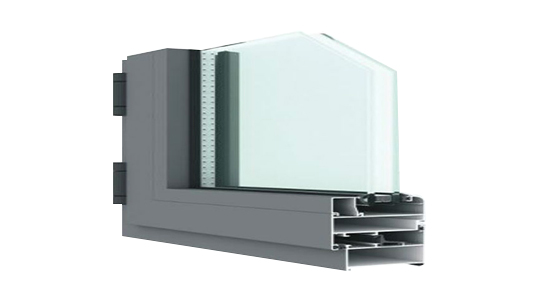
在工业铝型材生产过程中,经过喷砂、氧化等表面处理后,氧化膜必须达到10m以上,具有良好的防腐效果,使铝型材表面看起来非常美观,不需要油漆,因此工业铝型材框架在各种场合都会显得很高。对于小型自动装置,它需要建立一个框架来保护人员和设备的安全;在汽车车间,装配线的装配也需要零件的装配来完成装配线的装配,装配线的装配是用工业铝型材来制作框架;在一些检测系统中,需要用铝型材来装配物品。很多领域都会用到工业铝型材框架结构,如机器人行业,就要用一个铝型材做成的防护罩来围住机器人,既可保证机器人不被人为损坏,又能保证人员的安全。还有许多电子、化工、制药、精密仪器和食品工厂对卫生标准非常严格,它们的设备需要工业铝框架来保护。工业铝型材框架做成的货架在物流行业也用得很多,汽车机架铝型材厂用铝型材可以做成各种工业仓储货架,不仅具有一定的承载能力,组装和拆卸起来都比较简单,由于铝型材还有一个特性,就是可以循环利用,拆卸之后还可通过其它的连接方式用在别的地方,这不仅节约了企业成本,对地球来说又少了一个污染源。用来做框架结构的铝型材具有独特的凹槽,只要配上合适的螺栓与螺母等连接件,汽车机架铝型材厂就可组装成各种想要的铝型材框架,连接方式也是多种多样,对于设计和组装都比较方便,加上银白色的外表,配上不同颜色的网片、玻璃或亚克力板,使工业铝型材框架看起来高端大气上档次,在任何场合都可以适用。
粉末喷涂是用喷粉设备(静电喷塑机)汽车机架铝型材厂把粉末涂料喷涂到工件的表面,汽车机架铝型材厂在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;粉末喷涂的喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。一套静电粉末喷涂系统主要由一套供粉装置,一套或数套静电喷枪及控制装置,静电发生装置(通常配置在静电喷枪里面)及一套粉末回收装置组成。铝型材静电粉末喷涂工艺过程如下:吊挂→水洗→碱洗→水洗→中和→水洗→铬化→水洗→纯水洗→吹干→喷粉→烘烤流平→冷却→卸料→检查→包装入库。静态数据静电粉末喷涂铝型材耐蚀性能出色,耐蚀性能好于氧化色铝型材。因为该铝合金型材生产制造选用绿色环保技术性,占地小,技术性步骤简易,实际操作便捷,节约能源和资源,近些年获得快速普及化。

工业铝型材表面成层缺陷产生的原因:分层是一种没有固定分布规律的挤出缺陷,大多数是分布在工业铝型材边缘的不连续圆形或弧形薄层。汽车机架铝型材厂造成铸锭外壳形成的主要原因是铸锭表面受油、粉尘污染,或挤出机前端工作部位磨损,导致铸锭前端弹性区附近的脏金属堆积。沿延展性区的拖动面由工业铝型材产生。汽车机架铝型材厂一般出現在工业铝型材尾端,比较严重的也将会出現在工业铝型材正中间,乃至前端开发。还有模孔排列不合理,距离挤压筒内壁太近以及挤压筒、挤压垫磨损过大或变形等也可能产生成层。工业铝型材表面成层消除的方法:(1)提高工业铝型材原料表面的洁净度。(2)减少挤压筒和模具的表面粗糙度,及时更换挤压筒和挤压垫。(3)改善模具设计,使模具孔的位置尽可能远离挤出筒的边缘。(4)减小挤压垫直径与挤压管内径的差异,减少挤压管衬里残留的脏金属。(5)保持挤压筒内衬完好,或用垫片及时清理内衬。(6)沉渣激光切割后,应该清理整洁,不可沾染润滑脂。

然而,不可否认的是,在某种程度上,标准已经成为营销的制高点,谁有标准谁可以拥有市场。因此,汽车机架铝型材厂无论从国民经济发展的角度还是从工业铝件企业的发展的角度来看,提高标准生产率都是当务之急。在我国工业生产压铸件规范化水准与资本主义国家对比最少有二十年的不一样。目前我国工业铝型材配件企业还没有树立“标准也是生产力”的意识,汽车机架铝型材厂对于标准的制订,往往都是主管部门热情高,工业铝型材配件企业冷淡。然而,不可否认的是,在一定程度上,标准已经成为市场营销的高点,谁拥有标准谁才能拥有市场。因此,从国民经济发展的角度以及从工业铝件企业件企业来看,提高标准生产率显得十分迫切。目前,一些工业铝件标准更新不及时,市场适应性需要提高,60%以上的标准还是2000年前的版本,但应及时修改,标准产品开发情况严重。

(1)铝合金型材挤压系数的选择:铝型材的挤指数对产品品种、性能和生产效率有非常大危害。当挤压系数过大时,必须缩短铸锭长度,增加几何浪费。另外,铝合金型材的挤压成型指数增大,挤压成型工作压力增大。过大的挤压系数往往导致挤压压力超过挤压机的负载能力和镗车现象,从而降低了生产效率。如果挤压系数太小,金属变形程度不足,残余铸造结构、铝合金型材产品和性能不均匀,不能满足技术要求。生产经验表明,挤压系数8.铝合金型材的挤压系数为10~45.在特殊情况下,挤压系数4可用于直径200mm以下的锭子,直径200mm以上的锭子,挤压系数6.5可用于直径200mm的锭子,挤压系数6.5可用于小截面铝合金型材。此外还必须考虑到挤压机能力。 (2)铝合金型材挤压筒的确定:对于生产多种铝合金型材的挤出厂来说,一般配备有多台挤出机和一系列不同直径的挤出机。关键是选择合适的挤压缸,确保模具孔到模具外部和模具孔之间必须有一定的距离,否则废品与成形层、波浪、弯曲、扭曲和不匀长度。汽车机架铝型材厂根据铝合金型材产品断面面积和外形尺寸选择挤压筒时,如果是单孔铝合金型材则将其放置在模具孔中心上,看其外形是在哪一个挤压筒所规定的直径范围内。如果是双孔铝合金型材,则应分别对称地布置在模具孔中心上各挤压机允许的模具孔排列最小间距。如果四孔铝孔铝型材,则应将模孔设置在同心圆上,同时孔间距应相等,并确保模孔之间的最小距离。按这种排法就会有许多挤压筒均可满足,究竟选择哪一个更合理,汽车机架铝型材厂还需验算挤压系数。以便看得出哪一个铝型材挤压管一个挤压沟通交流工作压力指数贴近(有效),挤压管被觉得是适度的。







